




无论您是初次接触还是已经熟悉,我们的20G无缝钢管-值得购买产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:20G无缝钢管-值得购买的图文介绍


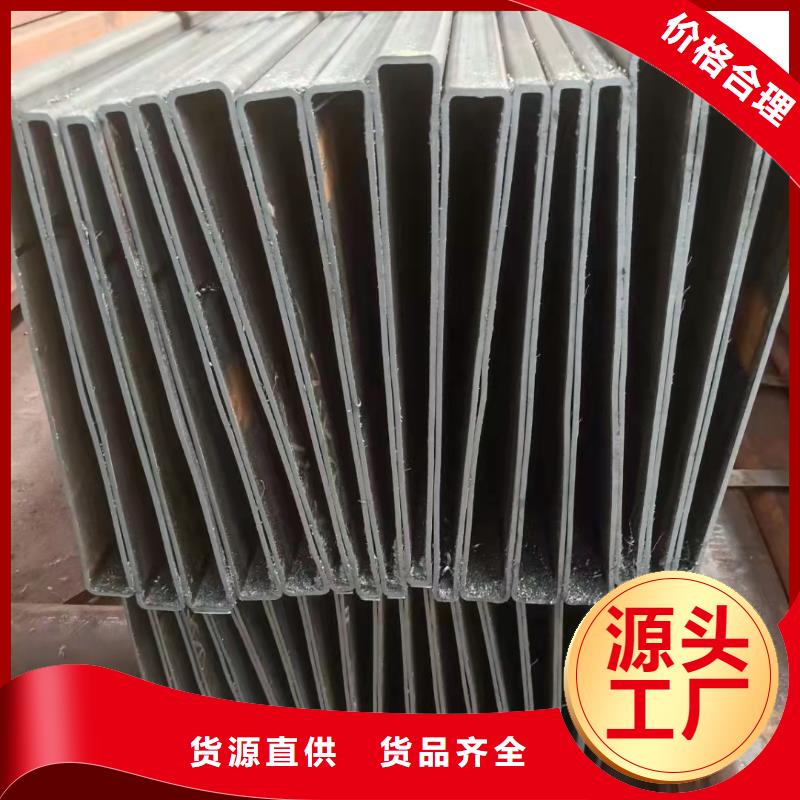
枣庄山亭20#无缝钢管材质为20#钢,强度比15#稍高,很少淬火,无回火脆性。冷变形塑性高、枣庄山亭一般供弯曲、枣庄山亭压延、枣庄山亭弯边和锤拱等加工,电弧焊和接触焊的焊接性能好,气焊时厚度小,外形要求严格或形状复杂的制件上易发生裂纹。切削加工性冷拔或正火状态较退火状态好、枣庄山亭一般用于制造受力不大而韧性要求高的工件。20#无缝钢管的材料为:优质碳素结构钢牌号:20#标准:GB8162-2018GB/T8163-2018GB3087-2008GB9948-2013GB5310-



枣庄山亭大口径无缝钢管经冷拉、枣庄山亭附近冷轧等冷加工成型的钢材,不经任何热处理而直接交货的状态,称为冷拉或冷轧状态。与热轧(锻)状态相比,冷拉(轧)状态的钢材尺寸精度高、枣庄山亭附近表面质量好、枣庄山亭附近表面粗糙度低,并有较高的力学性能,由于冷拉(轧)状态交货的钢材表面没有氧化皮覆盖,并且存在很大的内应力,极易遭受腐蚀或生锈,因而冷拉(轧)状态的钢材,其包装、枣庄山亭附近储运均有较严格的要求,一般均需在库房内保管,并应注意库房内的温湿度控制。大口径无缝钢管钢材在热轧或锻造后不再对其进行专门热处理,冷却后直接交货,称为热轧或热锻状态,热轧(锻)的终止温度一般为800~900℃,之后一般在空气中自然冷却,因而热轧(锻)状态相当于正火处理。所不同的是因为热轧(锻)终止温度有高有低,不像正火加热温度控制严格,因而钢材组织与性能的波动比正火大。不少钢铁企业采用控制轧制,由于终轧温度控制很严格,并在终轧后采取强制冷却措施,因而钢的晶粒细化,交货钢材有较高的综合力学性能。无扭控冷热轧盘条比普通热轧盘条性能优越就是这个道理,热轧(锻)状态交货的钢材,由于表面覆盖有一层氧化铁皮,因而具有一定的耐蚀性,储运保管的要求不像冷拉(轧)状态交货的钢材那样严格,大中型型钢、枣庄山亭附近中厚钢板可以在露天货场或经苫盖后存放。大口径无缝钢管钢材出厂前经退火热处理,这种交货状态称为退火状态。退火的目的主要是为了消除和改善前道工序遗留的组织缺陷和内应力,并为后道工序作好组织和性能上的准备,合金结构钢、枣庄山亭附近保证淬透性结构钢、枣庄山亭附近冷镦钢、枣庄山亭附近轴承钢、枣庄山亭附近工具钢、枣庄山亭附近汽轮机叶片用钢、枣庄山亭附近铁索体型不锈耐热钢的钢材常用退火状态交货。


多年行业经验专注 枣庄山亭换热管行业,只为您提供放心的产品。货源稳定、库存充足、满足客户量大的需求。工艺严选、成熟、材质直供。




枣庄山亭无缝钢管标准于1998年5月首次发布。本标准代替GB/T17395—2008《无缝钢管尺寸、枣庄山亭本地外形、枣庄山亭本地重量及允许偏差》本标准规定了无缝钢管尺寸、枣庄山亭本地外形、枣庄山亭本地重量及允许偏差。本标准适用于制定各类用途的平端无缝钢管标准时,选择尺寸、枣庄山亭本地外形、枣庄山亭本地重量及允许偏差。本标准与GB/T17395—1998相比,主要变化如下:———增加了普通钢管外径232、枣庄山亭本地267(267.4)、枣庄山亭本地302、枣庄山亭本地318.5、枣庄山亭本地368、枣庄山亭本地419、枣庄山亭本地473、枣庄山亭本地699、枣庄山亭本地711、枣庄山亭本地720、枣庄山亭本地762、枣庄山亭本地788.5、枣庄山亭本地813、枣庄山亭本地864、枣庄山亭本地914、枣庄山亭本地965、枣庄山亭本地1016;———修改了普通钢管的壁厚上限;———修改了表1、枣庄山亭本地表2中的单位长度理论重量;———表3中外径25以下的钢管的壁厚增加0.5、枣庄山亭本地0.6、枣庄山亭本地0.7、枣庄山亭本地0.8、枣庄山亭本地0.9;———增加了全长允许偏差+150mm 等级;———将“椭圆度”改为“不圆度”,增加了“不圆度”的计算公式;———通常长度范围的上限由原来的“12000mm”改为“12500mm”;———修改了实际重量与理论重量的允许偏差规定。无缝钢管因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。


枣庄山亭热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、枣庄山亭进行规格编排后放置到到仓库当中。工艺流程卫生级镜面管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装厚壁工业管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验



